G-Code Bohrzyklus G81, G82, G83, G73 und G84: Schritt-für-Schritt-Anleitung
In den vorherigen Blogbeiträgen, „CNC Programmierung: G-Code lernen – Einfach und Schnell“ sowie „G-Code lernen Teil 2/2: Fortgeschrittene CNC Programmierung„, haben wir die Grundlagen und die fortgeschrittenen Aspekte der G-Code Programmierung erlernt. Ein wichtiger G-Code Befehl wurde in diesen Beiträgen jedoch noch nicht behandelt – der G-Code Bohrzyklus.
In diesem Beitrag werden wir uns ausführlich mit dem G-Code Bohrzyklus beschäftigen. Danach können Sie diese Befehle problemlos in Ihre Projekte integrieren. Viel Spaß beim Lesen!
Als Arbeitswerkzeug verwenden wir unseren kostenlosen G-Code Simulator cncGraF.
„Klicken Sie hier, um cncGraF kostenlos herunterzuladen“.
Um mehr über unseren G-Code Simulator zu erfahren, bitte hier klicken
„cncGraF: Kostenloser G-Code-Simulator und CNC-Maschinen-Emulator„.
Przegląd
Bohren ohne G-Code Bohrzyklus
Da Bohren nur eine Absenkung in der Z-Achse erfordert, kann dies auch ohne den G-Code Bohrzyklus durchgeführt werden. Hierfür wird einfach der G-Code Befehl G01 Z verwendet. Ein Beispiel (Ausschnitt) für den entsprechenden G-Code sieht wie folgt aus:
| Beispiel |
|---|
| ; 10 mm mit Vorschub 600 mm pro Minute in das Werkstück eintauschen G01 Z-10 F600 ; 1 Sekunde warten G04 H1 ; Werkzeug heben mit Eilgeschwindigkeit auf die Höhe Z = 5 mm über dem Nullpunkt G00 Z5 |
G-Code Bohrzyklus: G81 und G82
Der einfachste Bohrzyklus ist der G-Code Befehl G81. Dieser Bohrzyklus dient dem einfachen Bohren, während der Befehl G82 zusätzlich das Bohren mit einer Verweilzeit am Lochgrund ermöglicht.
Der G81/G82-Befehl hat die folgende Syntax:
G98(G99) G81(G82) X Y Z R F (P)
Die Parameter sind wie folgt:
- Mit dem Parameter G98/G99 wird die Rückzughöhe festgelegt, auf die das Werkzeug nach dem Bohrzyklus fahren soll.
G98 – die Ausgangshöhe (Starthöhe) wird nach Bohrzyklus angefahren.
G99 – die Rückzugshöhe (definiert im Parameter R) wird nach dem Bohrzyklus angefahren. Wskazówka: Wenn kein Parameter G98 oder G99 angegeben ist, dann gilt G98.
Wskazówka: Wenn kein Parameter G98 oder G99 angegeben ist, dann gilt G98. - Die Parameter X,Y,Z:
X – Position X
Y – Position Y
Z – Tiefe Z (absolut) - R – Inkrementeller Wert der Rückzugsebene, bezogen auf den Startpunkt in der Z-Achse
- F – Vorschubgeschwindigkeit in mm/min
- Der G-Code Bohrzyklus G82 hat zusätzlich den Parameter P für Wartezeit in Millisekunden
(1000ms = 1Sek.) am Lochgrund
| Beispiel |
|---|
| G00 Z0 G98 G82 X10 Y10 Z-3 F300 P100 |
Im obigen Beispiel wird eine Bohrung an der Position X10 und Y10 durchgeführt, wobei die Bohrtiefe 3 Millimeter beträgt. Zusätzlich wird am Lochgrund eine Verweilzeit (Parameter P) von 100 Millisekunden ausgeführt, in der die Fräse pausiert. Am Ende des Bohrvorgangs wird die Ausgangshöhe, die in diesem Fall Z=0 ist, wieder angefahren.
G-Code Befehl: G80
Der Bohrzyklus wird mit dem Befehl G80 oder durch anderen G-Code Befehl wie zum Beispiel G00 oder G01 gelöscht.
| Beispiel |
|---|
| G98 G82 X20 Y20 Z-3 F300 P100 ; Bohrzyklus an drei Stellen wiederholen X30 Y20 X40 Y20 X50 Y20 ; Bohrzyklus löschen G80 |
G-Code Bohrzyklus: G83 Tieflochbohren mit Spanabfuhr
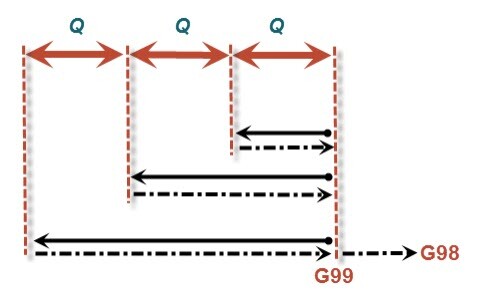
Im Vergleich zu den Bohrzyklen G81/G82 enthält dieser Bohrzyklus einen zusätzlichen Parameter Q. Der Parameter Q dient zur Steuerung der Spanabfuhr. Da beim Bohren Späne erzeugt werden, ist dieser Bohrzyklus besonders für das Tieflochbohren empfohlen.
Der G83-Befehl hat die folgende Syntax:
G98(G99) G83 X Y Z R F P Q
Die Parameter sind gleich wie beim G-Code Bohrzyklus G81/G82, jedoch mit einem zusätzlichen Parameter:
Q – Bohrtiefe pro Zustellung definiert in Millimeter
| Beispiel |
|---|
| G00 Z0 G98 G83 X10 Y10 Z-9 F300 P100 Q3 |
Im obigen Beispiel wird eine Bohrung an der Position X10 und Y10 durchgeführt, wobei die Bohrtiefe 9 Millimeter beträgt. Zusätzlich wird am Lochgrund eine Verweilzeit von 100 Millisekunden ausgeführt, in der die Fräse pausiert. Die Bohrung erfolgt in dreifacher Zustellung, da die Eintauchtiefe pro Zustellung 3 Millimeter beträgt (Parameter Q). Am Ende des Bohrvorgangs wird die Ausgangshöhe Z=0 angefahren. Die Grafik unten erläutert den Parameter Q.
G-Code Bohrzyklus: G73 Tieflochbohren
Dieser Bohrzyklus entspricht dem Bohrzyklus G83, mit dem Unterschied, dass nach jeder Spanabfuhr mit Q eine kurze Abhebedistanz angefahren wird. Die Einstellung für die Abhebedistanz kann im cncGraF unter „Einstellungen -> Optionen -> G-Code“ vorgenommen werden.
G-Code Gewindebohrzyklus: G84
Zum Abschluss widmen wir uns der Königsdisziplin des Gewindebohrens mit dem G-Code Befehl G84. Mit diesem Befehl können sowohl Rechtsgewinde als auch Linksgewinde erzeugt werden. Zu beachten ist, dass eine Spindel mit sowohl Linkslauf als auch Rechtslauf erforderlich ist.
![]() Wskazówka: Im cncGraF unter „Einstellungen -> Optionen -> G-Code“ muss die Option „Alte G84 Version verwenden“ deaktiviert sein. Diese alte Version des G84 Befehls entspricht nicht dem G-Code Standard, wird jedoch von cncGraF weiterhin unterstützt, um die Kompatibilität mit alten G-Code Programmen zu gewährleisten.
Wskazówka: Im cncGraF unter „Einstellungen -> Optionen -> G-Code“ muss die Option „Alte G84 Version verwenden“ deaktiviert sein. Diese alte Version des G84 Befehls entspricht nicht dem G-Code Standard, wird jedoch von cncGraF weiterhin unterstützt, um die Kompatibilität mit alten G-Code Programmen zu gewährleisten.
Der G84-Befehl hat die folgende Syntax:
G98(G99) G84 X Y Z R P F M
Die Parameter für G84 sind wie folgt:
X – Position X
Y – Position Y
Z – Tiefe Z (absolut)
R – Inkrementeller Wert der Rückzugsebene bezogen auf den Startpunkt in der Z-Achse
P – Wartezeit in Millisekunden (1000ms = 1Sek.) am Lochgrund
F – Vorschubgeschwindigkeit in mm/min
M – M03 Rechtsgewinde, sonst M04 Linksgewinde
| Beispiel |
|---|
| G00 Z0 G98 G84 X10 Y10 Z-10 F300 P100 M03 |
Im oben genannten Beispiel wird ein Rechtsgewinde (Parameter M03 für Rechtslauf) mit einer Tiefe von 10 Millimetern und einer Vorschubgeschwindigkeit von 300 mm/min erzeugt. Am Lochgrund wird eine Wartezeit von 100 Millisekunden (Parameter P) ausgeführt.
Wir hoffen, dass dieser Beitrag Ihnen dabei hilft, sich schnell in der Welt der Bohrzyklen zurechtzufinden.
Z serdecznymi pozdrowieniami, Twój zespół BOENIGK-electronics