G-Code Bohrzyklus G81, G82, G83, G73 und G84: Schritt-für-Schritt-Anleitung
In den vorherigen Blogbeiträgen, „CNC Programmierung: G-Code lernen – Einfach und Schnell“ sowie „G-Code lernen Teil 2/2: Fortgeschrittene CNC Programmierung„, haben wir die Grundlagen und die fortgeschrittenen Aspekte der G-Code Programmierung erlernt. Ein wichtiger G-Code Befehl wurde in diesen Beiträgen jedoch noch nicht behandelt – der G-Code Bohrzyklus.
In diesem Beitrag werden wir uns ausführlich mit dem G-Code Bohrzyklus beschäftigen. Danach können Sie diese Befehle problemlos in Ihre Projekte integrieren. Viel Spaß beim Lesen!
Als Arbeitswerkzeug verwenden wir unseren kostenlosen G-Code Simulator cncGraF.
„Klicken Sie hier, um cncGraF kostenlos herunterzuladen“.
Um mehr über unseren G-Code Simulator zu erfahren, bitte hier klicken
„cncGraF: Kostenloser G-Code-Simulator und CNC-Maschinen-Emulator„.
Übersicht
Bohren ohne G-Code Bohrzyklus
Da Bohren nur eine Absenkung in der Z-Achse erfordert, kann dies auch ohne den G-Code Bohrzyklus durchgeführt werden. Hierfür wird einfach der G-Code Befehl G01 Z verwendet. Ein Beispiel (Ausschnitt) für den entsprechenden G-Code sieht wie folgt aus:
| Beispiel |
|---|
| ; 10 mm mit Vorschub 600 mm pro Minute in das Werkstück eintauschen G01 Z-10 F600 ; 1 Sekunde warten G04 H1 ; Werkzeug heben mit Eilgeschwindigkeit auf die Höhe Z = 5 mm über dem Nullpunkt G00 Z5 |
G-Code Bohrzyklus: G81 und G82
Der einfachste Bohrzyklus ist der G-Code Befehl G81. Dieser Bohrzyklus dient dem einfachen Bohren, während der Befehl G82 zusätzlich das Bohren mit einer Verweilzeit am Lochgrund ermöglicht.
Der G81/G82-Befehl hat die folgende Syntax:
G98(G99) G81(G82) X Y Z R F (P)
Die Parameter sind wie folgt:
- Mit dem Parameter G98/G99 wird die Rückzughöhe festgelegt, auf die das Werkzeug nach dem Bohrzyklus fahren soll.
G98 – die Ausgangshöhe (Starthöhe) wird nach Bohrzyklus angefahren.
G99 – die Rückzugshöhe (definiert im Parameter R) wird nach dem Bohrzyklus angefahren. Hinweis: Wenn kein Parameter G98 oder G99 angegeben ist, dann gilt G98.
Hinweis: Wenn kein Parameter G98 oder G99 angegeben ist, dann gilt G98. - Die Parameter X,Y,Z:
X – Position X
Y – Position Y
Z – Tiefe Z (absolut) - R – Inkrementeller Wert der Rückzugsebene, bezogen auf den Startpunkt in der Z-Achse
- F – Vorschubgeschwindigkeit in mm/min
- Der G-Code Bohrzyklus G82 hat zusätzlich den Parameter P für Wartezeit in Millisekunden
(1000ms = 1Sek.) am Lochgrund
| Beispiel |
|---|
| G00 Z0 G98 G82 X10 Y10 Z-3 F300 P100 |
Im obigen Beispiel wird eine Bohrung an der Position X10 und Y10 durchgeführt, wobei die Bohrtiefe 3 Millimeter beträgt. Zusätzlich wird am Lochgrund eine Verweilzeit (Parameter P) von 100 Millisekunden ausgeführt, in der die Fräse pausiert. Am Ende des Bohrvorgangs wird die Ausgangshöhe, die in diesem Fall Z=0 ist, wieder angefahren.
G-Code Befehl: G80
Der Bohrzyklus wird mit dem Befehl G80 oder durch anderen G-Code Befehl wie zum Beispiel G00 oder G01 gelöscht.
| Beispiel |
|---|
| G98 G82 X20 Y20 Z-3 F300 P100 ; Bohrzyklus an drei Stellen wiederholen X30 Y20 X40 Y20 X50 Y20 ; Bohrzyklus löschen G80 |
G-Code Bohrzyklus: G83 Tieflochbohren mit Spanabfuhr
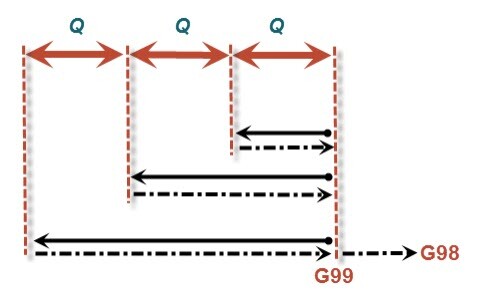
Im Vergleich zu den Bohrzyklen G81/G82 enthält dieser Bohrzyklus einen zusätzlichen Parameter Q. Der Parameter Q dient zur Steuerung der Spanabfuhr. Da beim Bohren Späne erzeugt werden, ist dieser Bohrzyklus besonders für das Tieflochbohren empfohlen.
Der G83-Befehl hat die folgende Syntax:
G98(G99) G83 X Y Z R F P Q
Die Parameter sind gleich wie beim G-Code Bohrzyklus G81/G82, jedoch mit einem zusätzlichen Parameter:
Q – Bohrtiefe pro Zustellung definiert in Millimeter
| Beispiel |
|---|
| G00 Z0 G98 G83 X10 Y10 Z-9 F300 P100 Q3 |
Im obigen Beispiel wird eine Bohrung an der Position X10 und Y10 durchgeführt, wobei die Bohrtiefe 9 Millimeter beträgt. Zusätzlich wird am Lochgrund eine Verweilzeit von 100 Millisekunden ausgeführt, in der die Fräse pausiert. Die Bohrung erfolgt in dreifacher Zustellung, da die Eintauchtiefe pro Zustellung 3 Millimeter beträgt (Parameter Q). Am Ende des Bohrvorgangs wird die Ausgangshöhe Z=0 angefahren. Die Grafik unten erläutert den Parameter Q.
G-Code Bohrzyklus: G73 Tieflochbohren
Dieser Bohrzyklus entspricht dem Bohrzyklus G83, mit dem Unterschied, dass nach jeder Spanabfuhr mit Q eine kurze Abhebedistanz angefahren wird. Die Einstellung für die Abhebedistanz kann im cncGraF unter „Einstellungen -> Optionen -> G-Code“ vorgenommen werden.
G-Code Gewindebohrzyklus: G84
Zum Abschluss widmen wir uns der Königsdisziplin des Gewindebohrens mit dem G-Code Befehl G84. Mit diesem Befehl können sowohl Rechtsgewinde als auch Linksgewinde erzeugt werden. Zu beachten ist, dass eine Spindel mit sowohl Linkslauf als auch Rechtslauf erforderlich ist.
![]() Hinweis: Im cncGraF unter „Einstellungen -> Optionen -> G-Code“ muss die Option „Alte G84 Version verwenden“ deaktiviert sein. Diese alte Version des G84 Befehls entspricht nicht dem G-Code Standard, wird jedoch von cncGraF weiterhin unterstützt, um die Kompatibilität mit alten G-Code Programmen zu gewährleisten.
Hinweis: Im cncGraF unter „Einstellungen -> Optionen -> G-Code“ muss die Option „Alte G84 Version verwenden“ deaktiviert sein. Diese alte Version des G84 Befehls entspricht nicht dem G-Code Standard, wird jedoch von cncGraF weiterhin unterstützt, um die Kompatibilität mit alten G-Code Programmen zu gewährleisten.
Der G84-Befehl hat die folgende Syntax:
G98(G99) G84 X Y Z R P F M
Die Parameter für G84 sind wie folgt:
X – Position X
Y – Position Y
Z – Tiefe Z (absolut)
R – Inkrementeller Wert der Rückzugsebene bezogen auf den Startpunkt in der Z-Achse
P – Wartezeit in Millisekunden (1000ms = 1Sek.) am Lochgrund
F – Vorschubgeschwindigkeit in mm/min
M – M03 Rechtsgewinde, sonst M04 Linksgewinde
| Beispiel |
|---|
| G00 Z0 G98 G84 X10 Y10 Z-10 F300 P100 M03 |
Im oben genannten Beispiel wird ein Rechtsgewinde (Parameter M03 für Rechtslauf) mit einer Tiefe von 10 Millimetern und einer Vorschubgeschwindigkeit von 300 mm/min erzeugt. Am Lochgrund wird eine Wartezeit von 100 Millisekunden (Parameter P) ausgeführt.
Wir hoffen, dass dieser Beitrag Ihnen dabei hilft, sich schnell in der Welt der Bohrzyklen zurechtzufinden.
Mit freundlichen Grüßen, Ihr BOENIGK-electronics Team