Einrichtung und Verwenden der Spindeldrehzahl
für die CNC-Maschine
In diesem Artikel werde ich beschreiben, wie die Hardware für die Spindeldrehzahl angeschlossen und getestet wird.
Zudem werde ich erläutern, wie die Drehzahl mithilfe der Software cncGraF aktiviert und genutzt werden kann.
Bevor wir jedoch mit der Einrichtung der Drehzahl beginnen, klären wir zunächst, welche Hardwarekomponenten benötigt werden, um die Drehzahl zu verwenden.
Übersicht
1. Was benötige ich für die Spindeldrehzahl- Steuerung?
- Frequenzumrichter mit passendem Spindelmotor: Ein Frequenzumrichter, auch als Umrichter oder Frequenzumformer bezeichnet, ist ein elektronisches Gerät, das die Frequenz und Spannung ändert. Er wird benötigt, um die Drehzahl der Spindel zu steuern.
- Interface-Karte DAC-INT-10V oder CAN Expansion DAC 0-10V: Diese Karten verfügen über einen analogen Ausgang im Bereich von 0-10 Volt sowie ein Schaltsignal. Beide Anschlüsse sind erforderlich, um dem Frequenzumrichter die entsprechenden Steuerbefehle zu übermitteln.
2. Einrichtung: Hardware anschließen
Ein erster Schritt besteht darin, die Interfacekarte zu verbauen.
Für den CNC-Controller smc5d-p32 oder smc5d-m4 lan wird die Interface-Karte DAC-INT-10V benötigt,
für den smc5d-m4 pro hingegen die Schaltschrank-Version CAN Expansion DAC 0-10V.
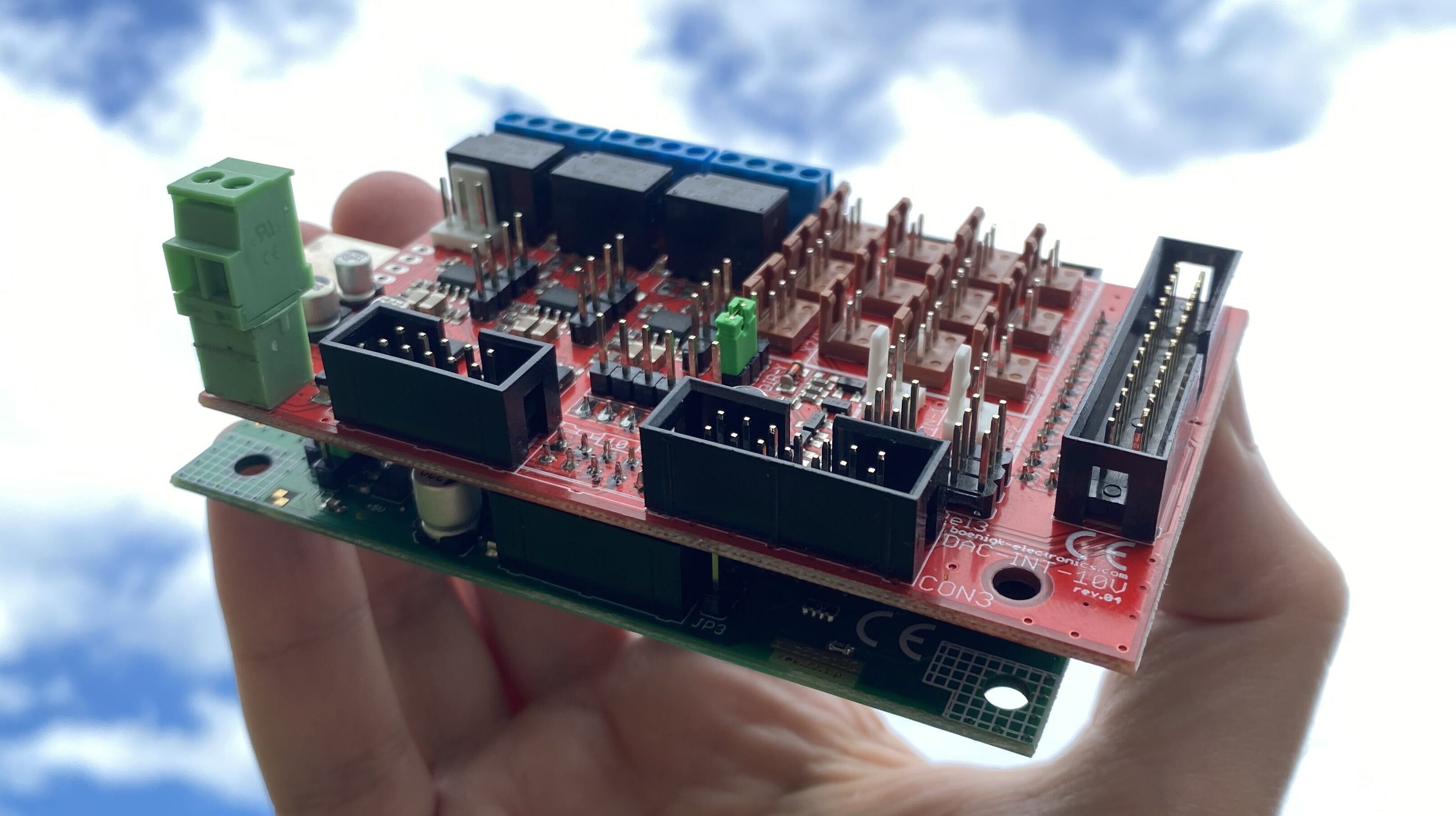
Die Interface-Karte DAC-INT-10V für CNC-Controller smc5d-p32 und smc5d-m4 lan
Die Interface-Karte DAC-INT-10V wird auf den CNC-Controller, entweder den smc5d-p32 oder den smc5d-m4 lan, aufgesteckt.
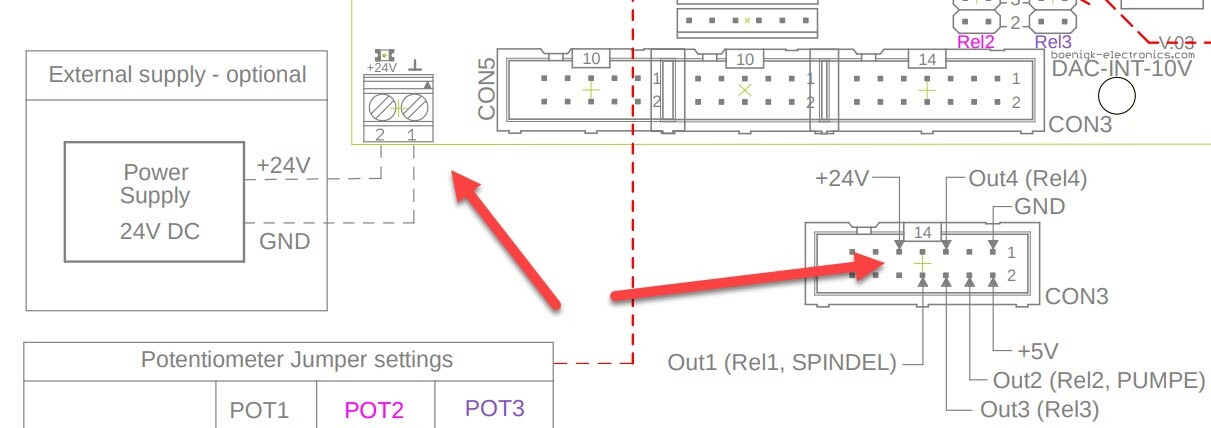
Die Stromversorgung von +24 Volt kann für die Interface-Karte DAC-INT-10V auf zwei unterschiedliche Arten erfolgen: über den externen Anschluss (grüner Anschluss) oder über die Pins an CON3 (Flachbandkabel). Die Variante über CON3 wird meistens zusammen mit einer Relais-Karte verwendet, bei der die +24 Volt von der Relaiskarte kommen.![]() Hinweis: Die Stromversorgung +24 Volt wird für 0-10 Volt Analog Ausgang benötigt.
Hinweis: Die Stromversorgung +24 Volt wird für 0-10 Volt Analog Ausgang benötigt.
Zusätzlich kann die Interface-Karte DAC-INT-10V mit 5 Volt versorgt werden. Die 5 Volt dienen dazu, den CNC-Controller extern (nicht über die USB-Schnittstelle) mit Strom zu versorgen.
oder über die Pins an CON3
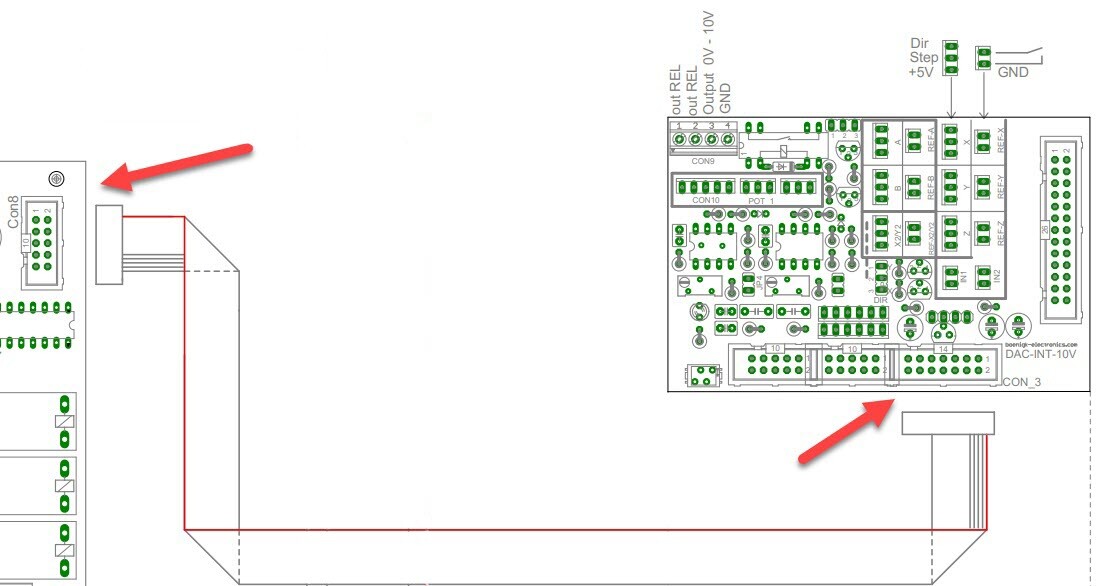
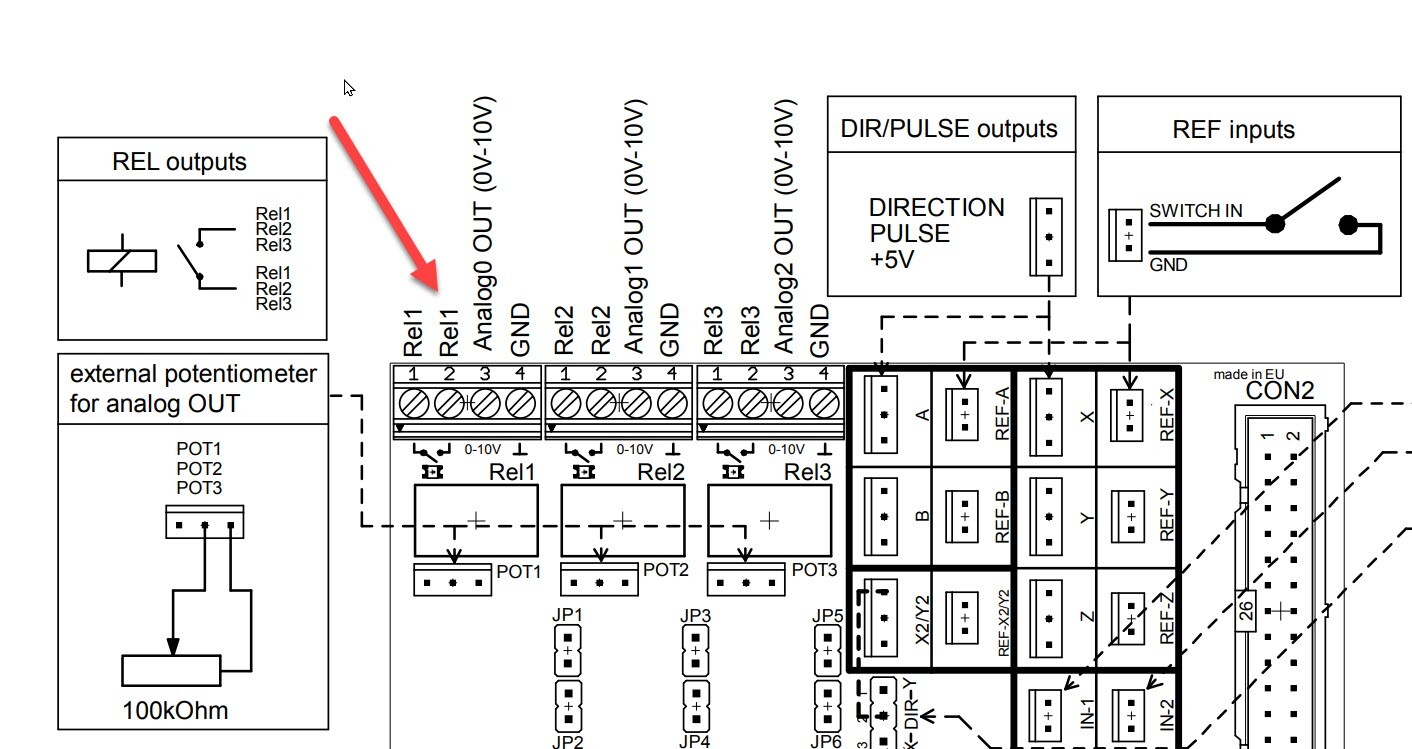
Zuletzt muss der Frequenzumrichter noch mit 0-10 Volt und einem Schaltsignal versorgt werden. Dazu werden die Anschlüsse in der Ecke der Interface-Karte DAC-INT-10V verwendet.
Das Schaltsignal: Die beiden Anschlüsse Rel1 und Rel1 verbinden die gesteckten Kabel, wobei die Verbindung erst erfolgt, wenn der Ausgang 1 für die Spindel in der Software cncGraF geschaltet wird.
Hiermit ist der Hardware-Anschluss abgeschlossen. Jetzt kann die Spindeldrehzahl in der Software cncGraF eingeschaltet und getestet werden. Stellen Sie sicher, dass alle Verbindungen korrekt und sicher ausgeführt sind, bevor Sie den Test durchführen.
 Download – Dokumentation
Download – DokumentationDie Erweiterungskarte CAN Expansion DAC 0-10V
Die Erweiterungskarte CAN Expansion DAC 0-10V wird bei Verwendung des CNC-Controllers smc5d-m4 pro für die Hutschienenmontage benötigt. Sie wird über ein mitgeliefertes CAN-Kabel verbunden. Die Stromversorgung von +24 Volt erfolgt über den grünen Anschluss unten links (siehe Bild unten).
Das Schaltsignal: Die beiden Rel_A Anschlüsse verbinden die gesteckten Kabel, wobei die Verbindung erst erfolgt, wenn der Ausgang 1 für die Spindel in der Software cncGraF geschaltet wird.

Hiermit ist der Hardware-Anschluss abgeschlossen. Jetzt kann die Spindeldrehzahl in der Software cncGraF eingeschaltet und getestet werden. Stellen Sie sicher, dass alle Verbindungen korrekt und sicher ausgeführt sind, bevor Sie den Test durchführen.
3. Einrichtung: Software einstellen
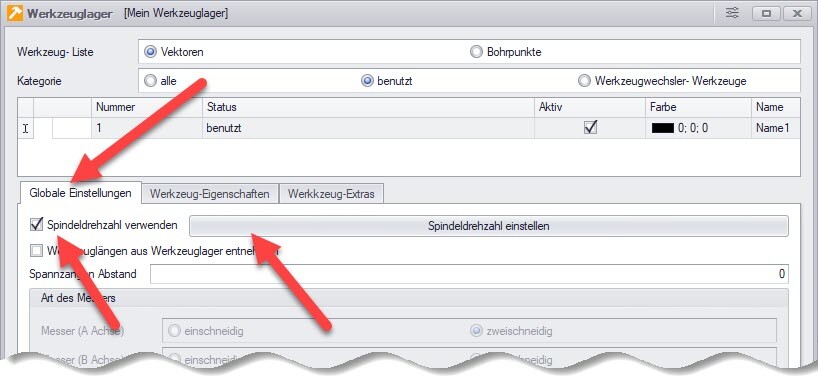
Die Spindeldrehzahl wird im cncGraF im Menü Werkzeuglager (siehe Bild unten) aktiviert. Zu dieser Funktion gelangen Sie entweder über das Hauptmenü „Einstellungen -> Werkzeuglager“ oder einfach auf das Werkzeuglager Symbol klicken.

Im Dialog Werkzeuglager klicken Sie auf den Reiter „Globale Einstellungen“. Dort ist die Spindeldrehzahl- Funktion zu finden. Durch klicken der Checkbox „Spindeldrehzahl verwenden“ wird die Spindeldrehzahl aktiviert. Neben der Checkbox finden Sie den Button „Spindeldrehzahl einstellen“. Auf diesen Button muss geklickt werden um in das Dialogfenster für die Spindeldrehzahl einrichten zu gelangen.
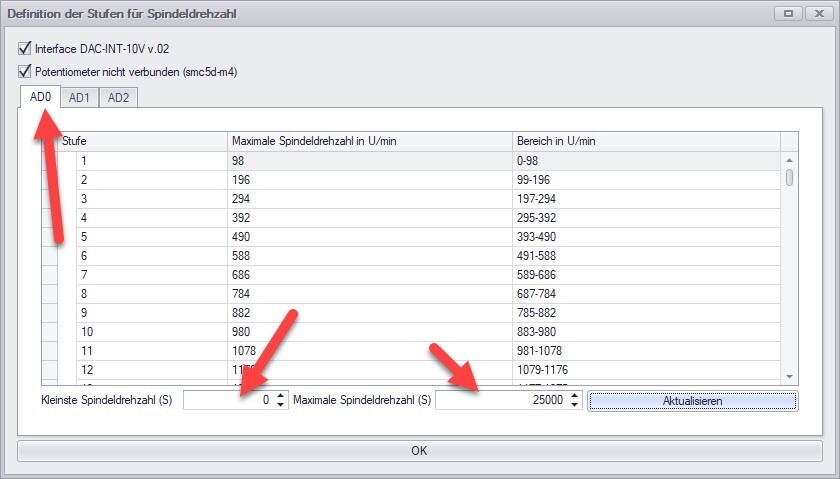
Es erscheint das Dialogfenster „Definition der Stufen für Spindeldrehzahl“. Dort stellen Sie Ihren Drehzahl-Bereich ein, beginnend mit der kleinsten Drehzahl 0. Im Bild unten ist der Drehzahl-Bereich von 0 bis 25000 eingestellt. Bitte entnehmen Sie Ihren Drehzahlbereich der Bedienungsanleitung Ihrer Spindel. Beachten Sie, dass der Bereich im Reiter AD0 eingestellt wird. Die Reiter AD1 und AD2 sind für andere analoge Ausgänge vorgesehen.
Die Checkbox „Interface DAC-INT-10V v.02“ sollte angeklickt bleiben. Diese Option sollte nur dann nicht aktiviert sein, wenn Sie eine ältere Version als v.02 besitzen. Die älteren Interfacekarten waren im Bereich von 0-10 Volt unpräzise. Das Nichtaktivieren der Checkbox aktiviert einen Algorithmus, der diese Ungenauigkeit kompensiert.
Die Einstellungen für die Drehzahl-Steuerung sind abgeschlossen. Jetzt kann der erste Test ausgeführt werden.
4. Spindeldrehzahl testen
Jetzt kann die Spindeldrehzahl getestet werden. Dafür führen Sie den Test im Fenster „Manuell Bewegen“ aus, das normalerweise rechts angedockt ist. Falls dieses Fenster nicht sichtbar ist, können Sie es im Hauptmenü durch „Fenster -> Manuell Bewegen“ einblenden lassen.
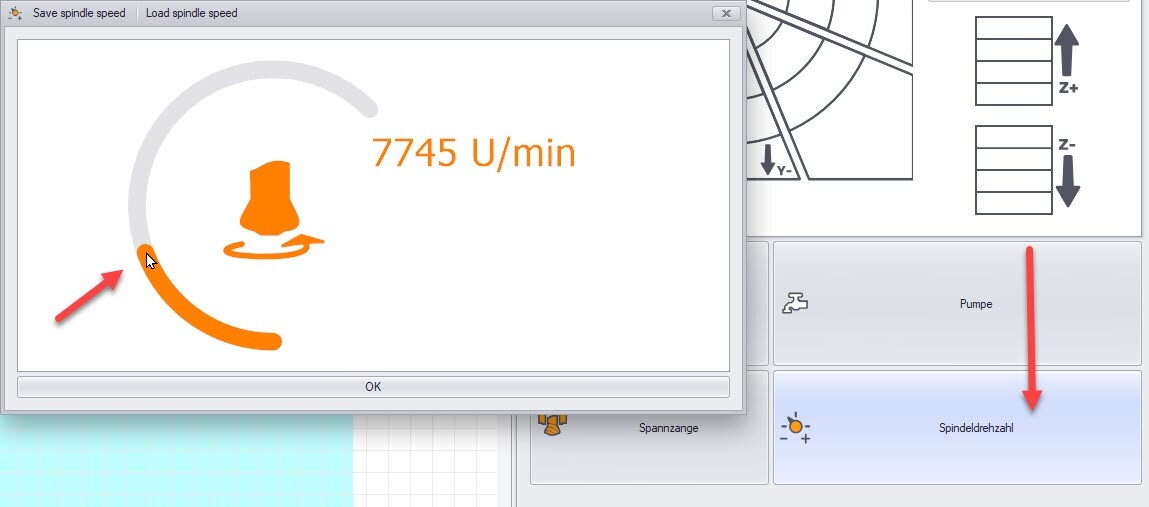
In dem „Manuell Bewegen“-Fenster finden Sie den Button „Spindeldrehzahl“. Klicken Sie jedoch zuerst auf den „Spindel“-Button, um die Spindel einzuschalten, und anschließend auf den „Spindeldrehzahl“-Button. Daraufhin erscheint das Dialogfenster für die Spindeldrehzahl. In diesem Dialogfenster können Sie die Drehzahl durch Klicken und Halten auf der Grafik ändern. Die Spindeldrehzahl wird entsprechend angepasst.
![]() Hinweis: Da das „Manuell Bewegen“-Fenster individuell anpassbar ist, könnte es sein, dass dieser Button nicht vorhanden ist. In diesem Fall müssen Sie den Button für die Spindeldrehzahl einblenden lassen. Gehen Sie dazu mit der Maus in das „Manuell Bewegen“-Fenster irgendwo zwischen die Elemente und klicken Sie die rechte Maustaste, um das Kontextmenü aufzurufen. Wählen Sie „Customize Layout“ aus. In dem Dialog „Layout Customization“ suchen Sie nach dem Button „Spindle Speed Button“ und ziehen Sie diesen per Drag-and-Drop in das „Manuell Bewegen“-Fenster ein.
Hinweis: Da das „Manuell Bewegen“-Fenster individuell anpassbar ist, könnte es sein, dass dieser Button nicht vorhanden ist. In diesem Fall müssen Sie den Button für die Spindeldrehzahl einblenden lassen. Gehen Sie dazu mit der Maus in das „Manuell Bewegen“-Fenster irgendwo zwischen die Elemente und klicken Sie die rechte Maustaste, um das Kontextmenü aufzurufen. Wählen Sie „Customize Layout“ aus. In dem Dialog „Layout Customization“ suchen Sie nach dem Button „Spindle Speed Button“ und ziehen Sie diesen per Drag-and-Drop in das „Manuell Bewegen“-Fenster ein.
5. Fehlersuche
Wenn die Drehzahl nicht funktioniert, dann sollten folgende Punkte überprüft werden:
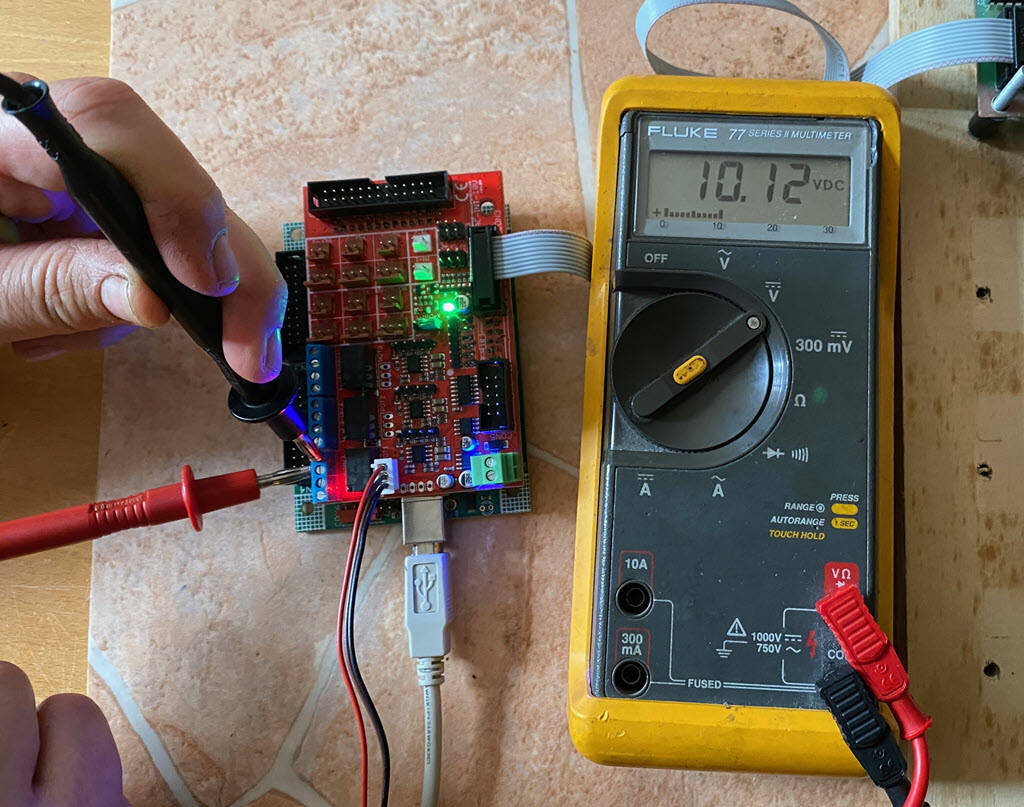
Die Stromversorgung von +24 Volt für die Interfacekarte prüfen
Dies kann mit einem Voltmeter überprüft werden. Hierzu muss lediglich die Gleichstromspannung an den Pins 3 und 4 gemessen werden (siehe Bild unten). Während des Messvorgangs muss natürlich die Spindeldrehzahl gleichzeitig in der Software verstellt werden.
Das Schaltsignal (Ausgang 1) für das Spindelschalten prüfen
Dazu muss die Einstellung für die Spindel im Menü ‚Maschinenparameter -> Pinbelegung‘ überprüft werden. Die Spindel muss Ausgang 1 für die Interfacekarte DAC-INT-10V haben. Beim Schalten der Spindel (Ausgang 1) geht eine rote Diode an der DAC-INT-10V an.
![]() Hinweis: Der häufigste Fehler ist die fehlende Stromversorgung von +24 Volt.
Hinweis: Der häufigste Fehler ist die fehlende Stromversorgung von +24 Volt.
6. Verwendung
Die Einstellung der Spindeldrehzahl in der Software cncGraF variiert je nach Dateityp.
Für 2D-Dateiformate wie DXF oder HPGL erfolgt die Einstellung der Spindeldrehzahl im Dialog „Werkzeuglager“. Dies liegt daran, dass DXF- und HPGL-Dateien den Befehl für die Spindeldrehzahl nicht haben.
G-Code-Dateien hingegen enthalten einen ‚S‘-Befehl für die Spindeldrehzahl. Daher wird die Drehzahl aus der G-Code-Datei entnommen. Die Einstellung für die Drehzahl in G-Code-Dateien erfolgt dann in Ihrer CAD/CAM-Software.
![]() Hinweis: Durch das Vorheizen der Spindel der CNC Maschine wird die Belastung auf ihre Komponenten reduziert. Dadurch kann die Spindel länger halten und ist weniger reparaturanfällig.
Hinweis: Durch das Vorheizen der Spindel der CNC Maschine wird die Belastung auf ihre Komponenten reduziert. Dadurch kann die Spindel länger halten und ist weniger reparaturanfällig.
In diesem Video zeige ich, wie in cncGraF 8 die Funktion „Spindel Warmlaufen“ für CNC Maschinen eingerichtet wird.
Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenWir hoffen, dass dieser Artikel Ihnen bei der Handhabung der Spindeldrehzahl hilfreich war. Bei Fragen stehen wir Ihnen gerne zur Verfügung.
Mit freundlichen Grüßen, Ihr BOENIGK-electronics Team