Cykl wiercenia G-code G81, G82, G83, G73 i G84: Instrukcje krok po kroku
W poprzednich wpisach na blogu, „Programowanie CNC: poznaj kod G - szybko i łatwo“ i „Nauka kodu G, część 2/2: Zaawansowane programowanie CNC„, poznaliśmy podstawy i zaawansowane aspekty programowania G-code. Jednak jedno ważne polecenie G-code nie zostało jeszcze omówione w tych artykułach - cykl wiercenia G-code.
W tym artykule przyjrzymy się szczegółowo cyklowi wiercenia kodu G. Następnie możesz łatwo zintegrować te polecenia ze swoimi projektami. Miłej lektury!
Używamy naszego darmowego symulatora G-Code jako narzędzia roboczego cncGraF.
„Kliknij tutaj, aby pobrać cncGraF za darmo“.
Aby dowiedzieć się więcej o naszym symulatorze G-Code, kliknij tutaj
„cncGraF: Darmowy symulator kodu G i emulator maszyny CNC„.
Przegląd
Wiercenie bez kodu G Cykl wiercenia
Ponieważ wiercenie wymaga jedynie obniżenia w osi Z, można je również wykonać bez cyklu wiercenia G-code. Aby to zrobić, wystarczy użyć polecenia G-code G01 Z jest używany. Przykład (fragment) odpowiedniego kodu G wygląda następująco:
| Przykład |
|---|
| ; 10 mm w głąb przedmiotu obrabianego z prędkością posuwu 600 mm na minutę G01 Z-10 F600 ; odczekać 1 sekundę G04 H1 ; Podnieść narzędzie z dużą prędkością na wysokość Z = 5 mm powyżej punktu zerowego. G00 Z5 |
Cykl wiercenia kodu G: G81 i G82
Najprostszym cyklem wiercenia jest polecenie G-code G81. Ten cykl wiercenia jest używany do prostego wiercenia, podczas gdy polecenie G82 dodatkowo umożliwia wiercenie z czasem przebywania na dnie otworu.
The G81/G82- ma następującą składnię:
G98(G99) G81(G82) X Y Z R F (P)
Parametry są następujące:
- Z parametrem G98/G99 Określana jest wysokość wycofania, do której narzędzie powinno się przemieścić po zakończeniu cyklu wiercenia.
G98 - Wysokość początkowa (wysokość początkowa) jest zbliżana po cyklu wiercenia.
G99 - wysokość wciągania (zdefiniowana w parametrze R) zbliża się po cyklu wiercenia. Wskazówka: Jeśli żaden parametr G98 lub G99 jest określony, to G98.
Wskazówka: Jeśli żaden parametr G98 lub G99 jest określony, to G98. - Parametry X,Y,Z:
X - Pozycja X
Y - Pozycja Y
Z - Głębokość Z (bezwzględna) - R - Przyrostowa wartość płaszczyzny retrakcji w odniesieniu do punktu początkowego w osi Z.
- F - Prędkość posuwu w mm/min
- Cykl wiercenia G-Code G82 ma również parametr P dla czasu oczekiwania w milisekundach
(1000ms = 1sek.) na dnie otworu
| Przykład |
|---|
| G00 Z0 G98 G82 X10 Y10 Z-3 F300 P100 |
W powyższym przykładzie otwór jest wiercony w pozycji X10 i Y10, a głębokość wiercenia wynosi 3 milimetry. Dodatkowo, czas przebywania (parametr P) wynoszący 100 milisekund, podczas którego frezarka zatrzymuje się. Po zakończeniu procesu wiercenia, wysokość początkowa, która w tym przypadku wynosi Z=0, jest ponownie zbliżana.
Polecenie G-Code: G80
Cykl wiercenia jest uruchamiany poleceniem G80 lub za pomocą innego polecenia G-code, takiego jak G00 lub G01 usunięte.
| Przykład |
|---|
| G98 G82 X20 Y20 Z-3 F300 P100 ; Powtórzyć cykl wiercenia w trzech punktach X30 Y20 X40 Y20 X50 Y20 ; Usuń cykl wiercenia G80 |
Cykl wiercenia G-code: G83 Wiercenie głębokich otworów z usuwaniem wiórów
W porównaniu do cykli wiercenia G81/G82 ten cykl wiercenia zawiera dodatkowy parametr Q. Parametr Q służy do kontroli usuwania wiórów. Ponieważ podczas wiercenia powstają wióry, ten cykl wiercenia jest szczególnie zalecany do wiercenia głębokich otworów.
The G83- ma następującą składnię:
G98(G99) G83 X Y Z R F P Q
Parametry są takie same jak dla cyklu wiercenia kodu G G81/G82, ale z dodatkowym parametrem:
Q - Głębokość wiercenia na wejście zdefiniowana w milimetrach
| Przykład |
|---|
| G00 Z0 G98 G83 X10 Y10 Z-9 F300 P100 Q3 |
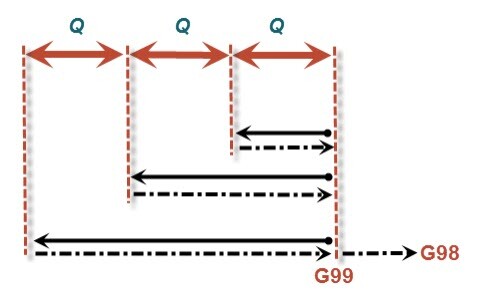
W powyższym przykładzie otwór jest wiercony w pozycjach X10 i Y10, a głębokość wiercenia wynosi 9 milimetrów. Dodatkowo na dnie otworu wykonywany jest czas oczekiwania wynoszący 100 milisekund, podczas którego frezarka zatrzymuje się. Otwór jest wiercony w potrójnym dosuwie, ponieważ głębokość wcięcia na dosuw wynosi 3 milimetry (parametr Q). Pod koniec procesu wiercenia zbliża się do początkowej wysokości Z=0. Poniższa grafika wyjaśnia ten parametr Q.
Cykl wiercenia G-code: G73 Wiercenie głębokich otworów
Ten cykl wiercenia odpowiada cyklowi wiercenia G83, z tą różnicą, że po każdym usunięciu wiórów za pomocą Q ustawiana jest krótka odległość odsuwu. Ustawienie odległości unoszenia można wprowadzić w programie cncGraF w sekcji „Ustawienia -> Opcje -> Kod G“.
Cykl gwintowania kodu G: G84
Wreszcie, zwracamy naszą uwagę na najwyższą dyscyplinę stukania za pomocą polecenia G-code G84. Polecenie to może być używane do tworzenia zarówno prawych, jak i lewych gwintów. Należy pamiętać, że wymagane jest wrzeciono obracające się zarówno w lewo, jak i w prawo.
![]() Wskazówka: W cncGraF w sekcji „Ustawienia -> Opcje -> G-Code“, opcja „Użyj starej wersji G84“ musi zostać dezaktywowany. Ta stara wersja G84 nie odpowiada standardowi G-Code, ale jest nadal obsługiwane przez cncGraF w celu zapewnienia kompatybilności ze starymi programami G-Code.
Wskazówka: W cncGraF w sekcji „Ustawienia -> Opcje -> G-Code“, opcja „Użyj starej wersji G84“ musi zostać dezaktywowany. Ta stara wersja G84 nie odpowiada standardowi G-Code, ale jest nadal obsługiwane przez cncGraF w celu zapewnienia kompatybilności ze starymi programami G-Code.
The G84- ma następującą składnię:
G98(G99) G84 X Y Z R P F M
Parametry dla G84 są następujące:
X - Pozycja X
Y - Pozycja Y
Z - Głębokość Z (bezwzględna)
R - Przyrostowa wartość płaszczyzny retrakcji w stosunku do punktu początkowego w osi Z.
P - Czas oczekiwania w milisekundach (1000 ms = 1 s) na dnie otworu
F - Prędkość posuwu w mm/min
M – M03 Gwint prawy, w przeciwnym razie M04 Lewy gwint
| Przykład |
|---|
| G00 Z0 G98 G84 X10 Y10 Z-10 F300 P100 M03 |
W powyższym przykładzie prawy wątek (parametr M03 dla obrotów zgodnych z ruchem wskazówek zegara) o głębokości 10 milimetrów i prędkości posuwu 300 mm/min. Na dnie otworu czas oczekiwania wynosi 100 milisekund (parametr P).
Mamy nadzieję, że ten artykuł pomoże ci szybko odnaleźć się w świecie cykli wiercenia.
Z serdecznymi pozdrowieniami, Twój zespół BOENIGK-electronics